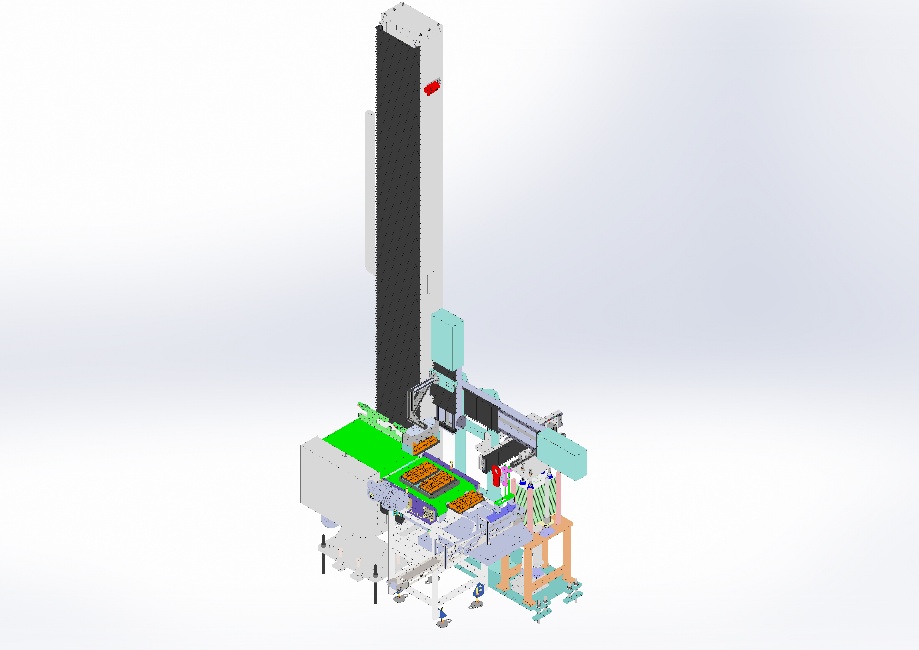
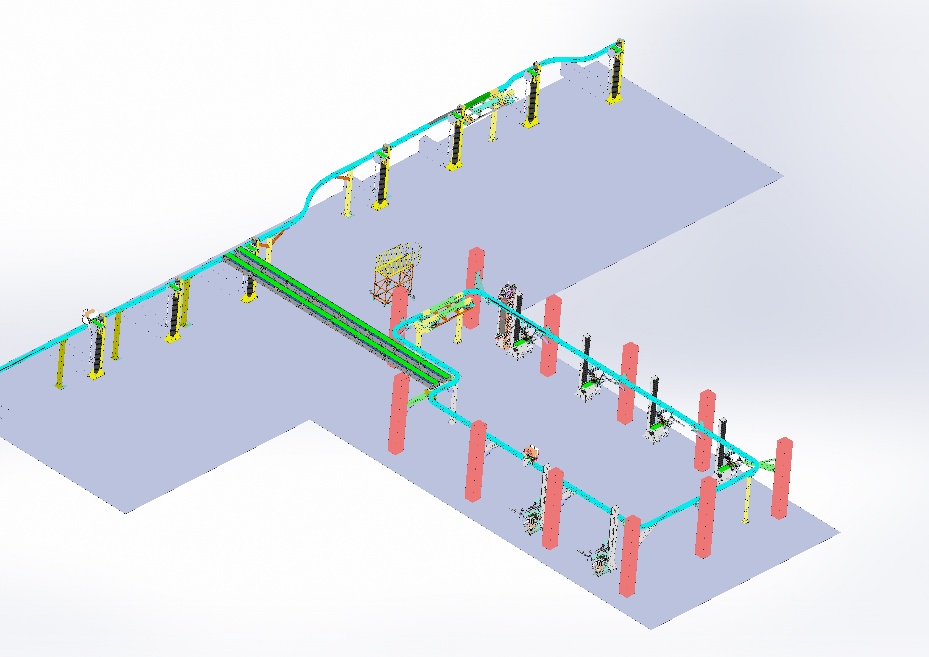
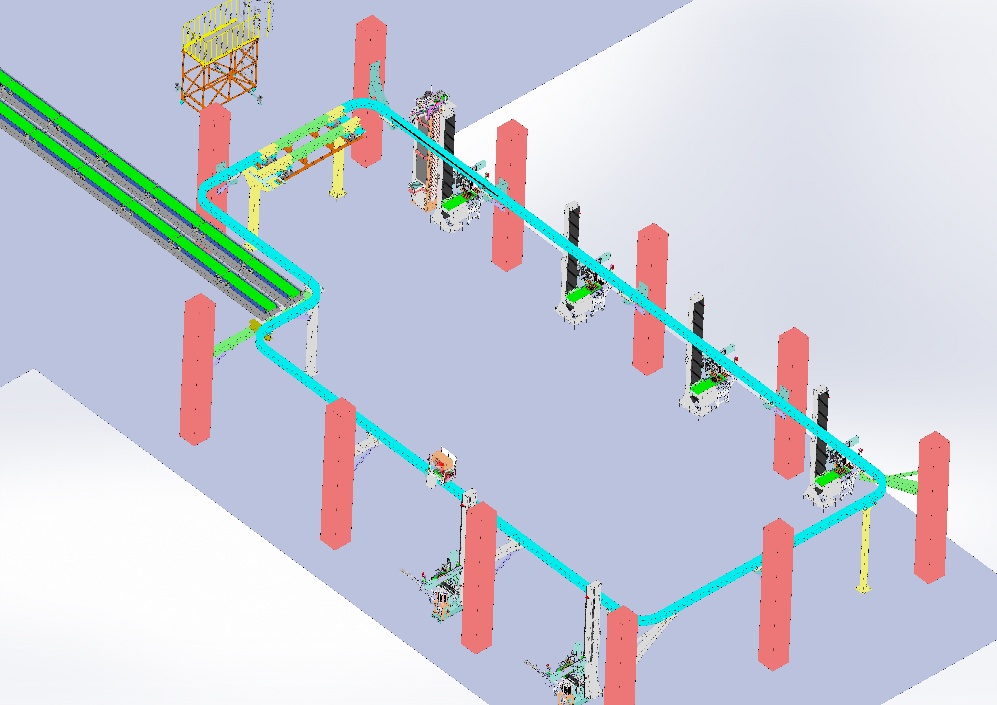
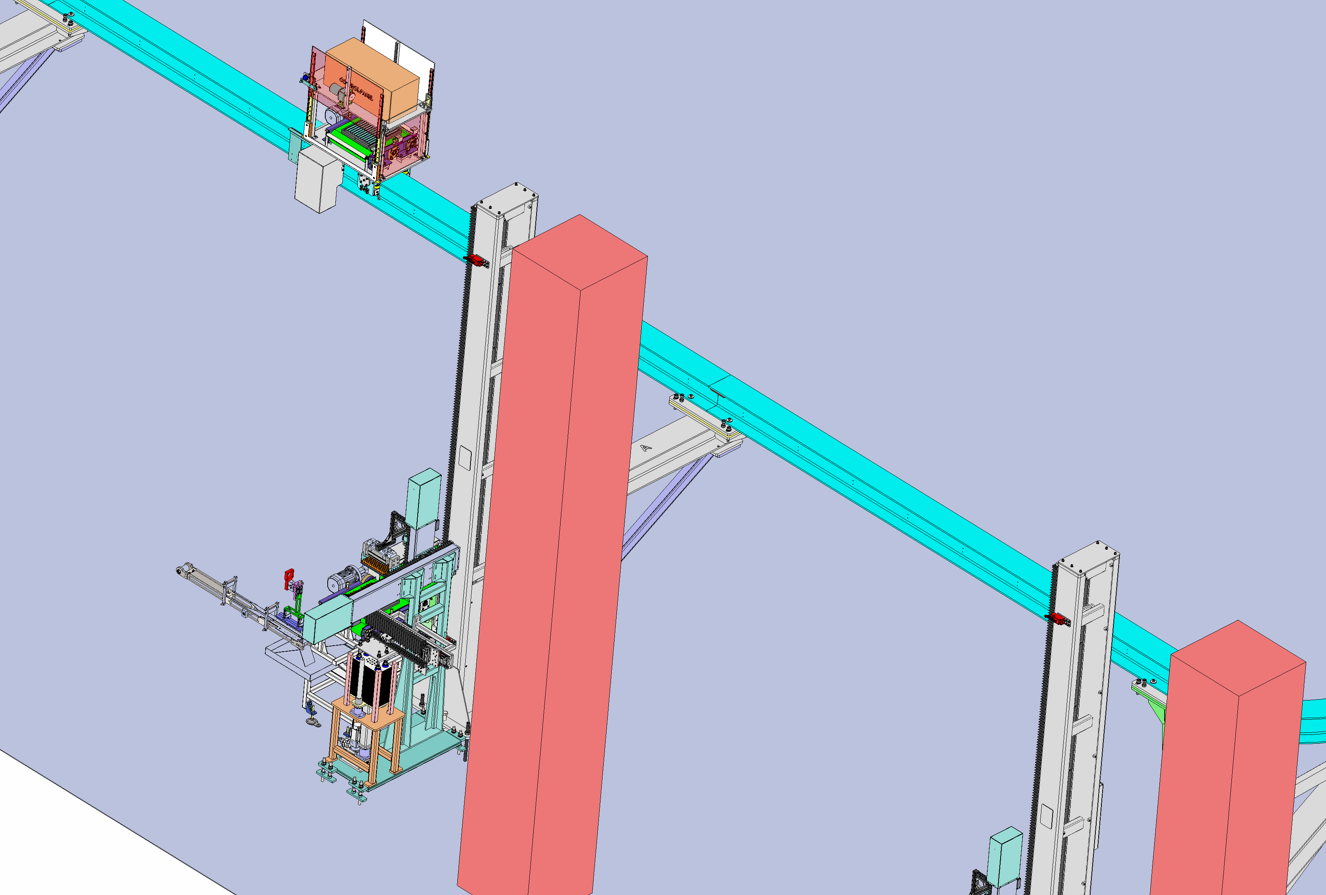
MRS systems run on elevated or ground-level monorail tracks, efficiently moving goods between storage and processing areas. These shuttles rely on electric power and integrate smoothly with Warehouse Management Systems (WMS) and Automated Storage and Retrieval Systems (ASRS). Additionally, they adjust speeds and switch tracks in real time, optimizing material flow while maintaining precision.
MRS systems run on elevated or ground-level monorail tracks, efficiently moving goods between storage and processing areas. These shuttles rely on electric power and integrate smoothly with Warehouse Management Systems (WMS) and Automated Storage and Retrieval Systems (ASRS). Additionally, they adjust speeds and switch tracks in real time, optimizing material flow while maintaining precision.
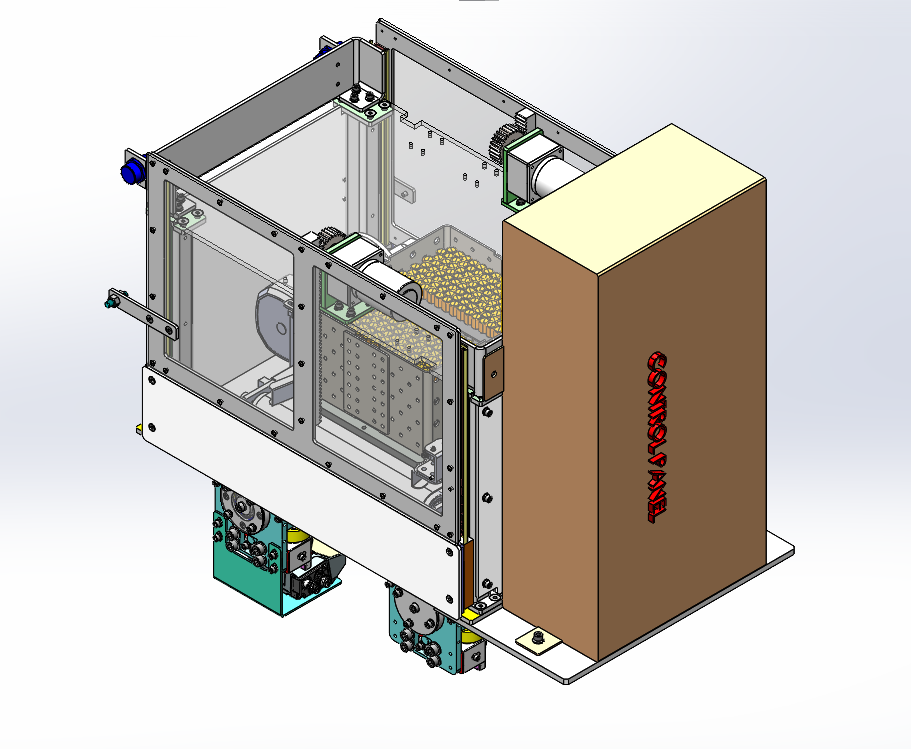
MRS systems enhance warehouse automation by reducing manual handling and increasing operational efficiency. Their modular design allows scalability, adapting to varying warehouse sizes and layouts. With real-time tracking capabilities, MRS ensures seamless inventory management and faster order fulfillment.
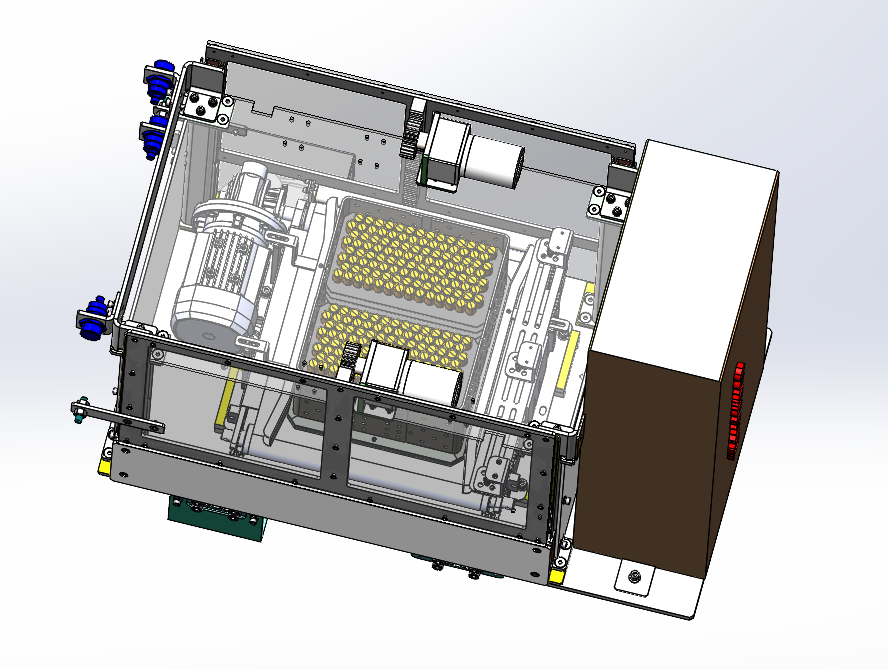
Monorail Shuttles (MRS) revolutionize material handling by enhancing efficiency in automated warehouses, distribution centers, and manufacturing facilities. These high-speed, rail-mounted shuttles transport goods along predefined monorail tracks, reducing manual handling and optimizing workflow.
As a result, businesses can improve throughput and achieve seamless internal logistics.
E-commerce & Warehousing
Speeding up inventory movement for efficient order fulfillment.
Automotive Industry
Transferring vehicle components between assembly lines without delays.
Pharmaceuticals
Ensuring safe and contamination-free transport of medical supplies.
© 2026 Impression SystemsEngineers Pvt Lt. Pioneering Industrial Automation Material Handling Solutions Powered by Juju Solutions
